In the modern beverage sector, sustainable sourcing is no longer an optional marketing narrative—it is a critical operational mandate. Global beverage brands and procurement managers face continuous consumer and regulatory pressure to reduce carbon footprints. The two-piece aluminum can stands as the absolute benchmark for circular design, offering an infinitely recyclable matrix that minimizes environmental impact while ensuring premium line efficiency.
At ERJIN PACK, we combine heavy-gauge technical manufacturing with strict green supply chain criteria. Below, we break down the precision engineering behind the aluminum can manufacturing process and explore how our multi-factory infrastructure drives the closed-loop recycling ecosystem.
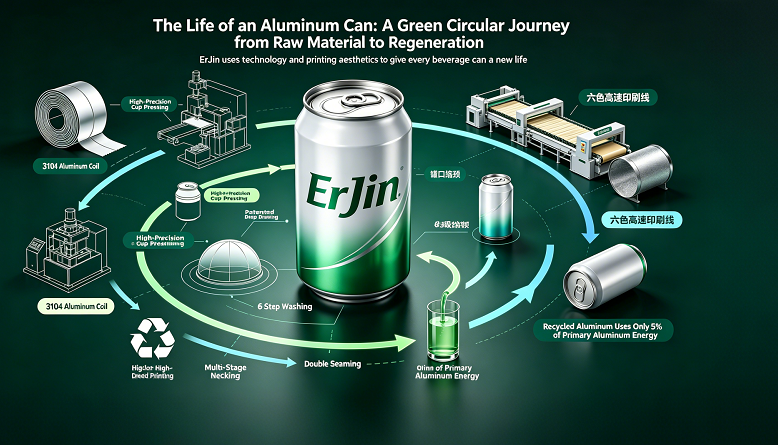
Phase I: Structural Metal Forming – The Birth of a High-Strength Container
Every lightweight, structurally secure aluminum can begins its lifecycle as a massive coil of high-performance Aluminum Alloy 3104. This specialized alloy is selected for its exceptional drawing properties and its mechanical resistance to axial loads and high internal pressure.

Step 1: The Cup Press (Cupping)
The raw aluminum sheet is fed into a high-speed cupping press. Under extreme, synchronized mechanical pressure, precision dies punch and draw the flat metal into wide, shallow cups.
-
Engineering Significance: This initial forming stage sets the dimensional baseline. The uniformity of the cup walls dictates the structural stability of all subsequent down-line stretching operations.
Step 2: Wall Ironing & Deep Drawing (Bodymaking)
The shallow cups are automatically transferred into high-capacity bodymakers. Here, a precision ram pushes the cup through a series of progressively smaller tungsten carbide ironing rings. This mechanical action stretches the metal upward, significantly thinning the sidewalls while increasing the overall height of the container.
-
The Lightweighting Advantage: By engineering thinner walls with a structurally reinforced profile, ERJIN PACK maximizes raw material efficiency, ensuring a lighter container that reduces transport emissions without sacrificing axial strength.
Step 3: Domening & Trimming
Before leaving the bodymaker, the base of the cylinder is pressed against a specialized tool to form an inward-curved, concave structure known as the dome.
-
Engineering Significance: The dome geometry distributes internal pressure uniformly, preventing the container from expanding or buckling under the forces of carbonation or liquid nitrogen dosing. Finally, the ragged top edge of the cylinder is cleanly trimmed to a precise, uniform height specification.
Phase II: Surface Decoration & Mechanical Necking calibration
Once the structural body is finalized, the raw metal cylinders pass through automated washing systems to eliminate manufacturing lubricants, preparing the exterior substrate for high-fidelity brand graphics.
Step 4: Advanced Washers & High-Speed Offset Printing
Containers undergo a strict six-stage chemical and deionized water wash, followed by high-temperature drying ovens. Once pristine, they are fed into rotary, high-speed dry-offset printing lines.
-
Internal Hermetic Barrier: The interior of every can is sprayed with a specialized, food-grade barrier coating—including industry-standard Epoxy or high-performance BPANI (BPA-Non-Intent) linings—to isolate acidic beverages from the bare aluminum, securing a 12-month shelf life.
-
External Visual Assets: ERJIN PACK applies sophisticated surface finishes, including brilliant Glossy clearcoats, reflection-free Matte varnishes, and multi-sensory Tactile inks. This transforms standard wholesale aluminum cans into shelf-dominating brand narratives.
Step 5: Die Necking & Automated Flanging
The top opening of the printed container must be reduced to fit industry-standard easy-open lids (such as 200 or 202 ends). The can passes through a multi-stage necker where a series of precise dies gently compress the top diameter from approximately 60mm down to 54mm. The very edge is then flanged outward to prepare for ultimate seaming. Every single unit passes through high-definition optical scanners to detect pinholes, micro-cracks, or printing deviations.
Phase III: Double Seaming – Securing the Liquid Matrix
The closure mechanism of an aluminum can requires identical metallurgical and engineering precision to ensure a leak-proof, hermetic seal.
Step 6: High-Strength Lid Fabrications
Can ends (lids) are manufactured separately using Aluminum Alloy 5182, which offers higher tensile strength than the can body to withstand opening forces. The lines punch the shells, curl the edges, apply a liquid sealant compound, and rivet the easy-open tabs onto the scored scorelines.
Step 7: The Double Seam Engineering
At the commercial filling facility, once the liquid formula is dosed, the can body and lid are locked together via a mechanical process called Double Seaming:
-
The First Operation: The seaming roll engages the lid hook, interlocking it with the turned-out flange of the can body.
-
The Second Operation: A secondary roll tightly compresses the interlocked metal layers together, activating the internal sealant compound to form a 100% gas-tight, hermetic barrier.
Phase IV: The Infinite Cycle – Continuous 60-Day Closed-Loop Recycling ♻️
The true brilliance of sustainable beverage packaging lies in its post-consumer value. Unlike plastics, which degrade during reprocessing, aluminum can be recycled infinitely with zero loss in structural integrity or material quality.
[Consumer Consumption] ➔ [Localized Recycling Collection] ➔ [De-coating & Thermal Smelting] ➔ [Ingot Casting & Sheet Rolling] ➔ [ERJIN PACK Production Line]
-
Step 1: Collection & High-Density Baling: Post-consumer cans are collected, sorted through eddy-current separators, and compressed into high-density blocks for efficient transport to smelting facilities.
-
Step 2: De-Coating & Thermal Smelting: Thermal processes incinerate external inks, varnishes, and internal liners cleanly. The bare metal is then heated to 660℃ in smelting furnaces. Crucially, remelting consumer aluminum requires only 5% of the energy needed to produce virgin primary aluminum from bauxiteore.
-
Step 3: Re-Rolling to Retail Ready: The molten aluminum is cast into massive ingots, pre-heated, and hot-rolled into precise thin-gauge sheets. These coils are delivered right back to our manufacturing facilities, starting the cycle anew. A discarded can can be reprocessed, refabricated, filled, and returned to a retail shelf in as little as 60 days.
The ERJIN PACK Commitment: Engineering a Circular Future
At ERJIN PACK, we do not merely supply rigid containers; we build sustainable global supply chains. Our multi-facility industrial presence allows us to drive green packaging innovations for brands worldwide:
-
High-Recycled Content Alloys: We prioritize metal inputs with verified, high-ratio recycled aluminum content to minimize scope 3 supply chain emissions.
-
Eco-Friendly Inks & Coatings: Our production lines utilize low-VOC, water-based printing inks and advanced green chemical processes to protect local ecosystems.
-
Supply Chain Optimization: Backed by an extensive network of 12 strategic factories, we optimize shipping routes and logistics configurations to minimize transit carbon footprints.
Partner with ERJIN PACK to deliver superior tactile experiences to your consumers while protecting the planet’s resource boundaries.
Post time: Jul-07-2026





