For global beverage brand managers and procurement professionals, selecting the right packaging involves balancing structural integrity, line speed, and liquid compatibility. While a standard metal container appears simple, it is a marvel of modern materials science and high-speed mechanical engineering.

As a leading wholesale aluminum can supplier, ERJIN PACK leverages over 20 years of technical export expertise to deliver global OEM/ODM packaging solutions. In this technical guide, we analyze the specific metallurgy behind 3104 aluminum alloy and deconstruct the three-dimensional anatomy of a commercial two-piece beverage can.
I. The Metallurgy: Why 3104 Aluminum Alloy Defines the Modern Can Body
A commercial beverage container must be incredibly light to minimize shipping costs, yet strong enough to withstand the immense internal pressure of carbonated soft drinks (CSDs) or liquid nitrogen dosing. To achieve this, the global packaging industry relies heavily on 3104 aluminum alloy rather than pure aluminum.
The Chemical Composition and Mechanical Advantages
Alloy 3104 is a manganese-hardened aluminum composition engineered specifically for severe deep-drawing and wall-ironing (DWI) manufacturing operations.
-
Manganese (Mn: 0.9%–1.5%): Increases the grain strength and strain-hardening capacity of the metal, allowing it to undergo extreme elongation without tearing.
-
Magnesium (Mg: 2.3%–3.0%): Provides solid-solution strengthening, ensuring the thin sidewalls maintain structural rigidity under load.
Key Performance Indicators for B2B Sourcing:
-
Exceptional Drawing Limits: Allows a flat circular blank to be drawn and ironed into a tall, seamless cylinder at production speeds exceeding 2,000 cans per minute.
-
High Pressure Resistance: Easily withstands structural testing up to 90 PSI ($6.2\text{ bar}$) of internal pressure exerted by carbonated liquids.
-
Infinite Recyclability: Retains its exact chemical composition during thermal smelting, serving as the foundational material for closed-loop green supply chains.
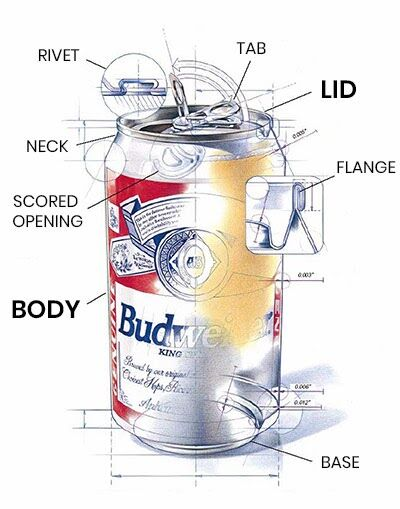
II. Structural Anatomy: The Three Core Components of an Aluminum Can
An aluminum beverage container is not a uniform piece of metal. It is an engineered assembly of distinct alloys and chemical barriers designed to optimize performance and protect flavor profiles.
1. The Can Body (Alloy 3104)
The body is formed from a single aluminum sheet through continuous mechanical drawing.
-
Dimensional Transitions: The raw sheet starts at a gauge of approximately $0.28\text{mm}$. Through downstream wall ironing, the mid-wall is compressed down to an ultra-thin $0.09\text{mm}$ to $0.11\text{mm}$, while the top neck and bottom dome remain thicker to bear mechanical loads.
-
Engineering Features: The base is stamped into an inward concave dome to prevent structural buckling. The top opening undergoes a multi-stage die necking process to reduce its diameter, saving raw material costs on the closure lid.
2. The Can Lid / Easy-Open End (Alloy 5182)
The lid (can end) represents the most technologically intensive and costly component of the entire container assembly.
-
Metallurgical Shift: Lids are fabricated from 5182 aluminum alloy, which features a higher magnesium content to provide superior tensile strength compared to the can body.
-
Precision Tooling: The lid must withstand the immediate mechanical shock of being popped open while maintaining a flawless hermetic seal before use. It requires micro-grooved scorelines and an integrated rivet to attach the easy-open tab.
3. The Internal Protective Barrier (Food-Grade Linings)
To isolate the liquid product from the raw metal substrate, a microscopic, cross-linked polymer layer (typically less than $10\text{\mu m}$ thick) is electrostatically sprayed inside the container and cured in high-temperature ovens.
-
Corrosion Protection: Prevents highly acidic liquids (such as craft beers, juices, and sodas) from interacting with the aluminum alloy.
-
Organoleptic Stability: Eliminates any metallic migration into the liquid, ensuring flavor preservation and securing a stable 12-to-24-month shelf life. ERJIN PACK supplies both industry-standard Epoxy and advanced BPANI (BPA-Non-Intent) liners to comply with FDA and European Union safety standards.
III. The Supply Chain: From Bauxite Ore to Can Stock Coils
The manufacturing line at an ERJIN PACK factory relies on a highly consolidated upstream metallurgical process. High-quality aluminum can stock requires precise rolling infrastructure that only Tier-1 global aluminum rolling mills can provide:
Any micro-impurities or structural variations within the aluminum coils will cause body tearing during high-speed production runs. Therefore, ERJIN PACK strictly sources its raw material from certified mills to guarantee a factory defect rate of less than 1 in 50,000 units.
Preview of the Next Technical Feature:
In Phase 3 of the ERJIN PACK Aluminum Can Lifecycle Series, we will take you inside our automated manufacturing workshops to analyze the mechanical execution of:
-
High-Speed Cupping & Bodymaking (DWI Line)
-
6-to-8 Color Dry-Offset Lithographic Printing
-
Automated Necking, Flanging, and HD Optical Inspection Matrix
Post time: Jul-13-2026





