In daily life, there are a wide variety of beverages that can satisfy the taste buds of different people. Among these beverages, beer and carbonated drinks have always led in sales. If you observe carefully, it is not difficult to see that these two types of beverages are mostly sold in cans on the market. It is also because of the popularity of these two types of beverages that cans have spread all over the world. And it is precisely this can that we can see everywhere in our daily life. Despite its small size, it hides great wisdom.
Background of generation
In 1940, beer in stainless steel cans began to be sold in Europe and America. At the same time, the emergence of aluminum cans also marked a leap in can-making technology. In 1963, the aluminum can was invented in the United States. It inherited the design features of previous can shapes and designed a pull TAB on the top. In 1980, the European and American markets basically all adopted this kind of aluminum can as the packaging form for beer and carbonated beverages. The manufacturing technology of aluminum cans has gradually been updated and improved over time, but this invention has been in use until now, which shows its practicality.
The common aluminum cans nowadays are composed of two parts: the can body and the can lid, and are also known as “two-piece cans“. Among them, the bottom and the side of the aluminum can are connected together to form the same part, while the tank lid and the rolled edge of the aluminum can body are together without any seams and no welding is required.
Production process
01/ Aluminum plate preparation
Aluminum alloy coils with a thickness of approximately 0.27 to 0.33mm and a width of 1.6 to 2.2m are selected. The rolled aluminum plates are opened by an uncoiler and a thin layer of lubricant is applied by a lubricating machine to facilitate subsequent processing.

02/ Aluminum Can – Aluminum round Cup punching model
Thin aluminum strips are punched into round cups by a cup-punching machine. The cup-punching machine is similar to a punch press. Under the pressure of the machine, the upper die works together with the lower die to press through the aluminum sheet while punching the die.

03/ Aluminum can body forming
“► Pull deeper”
The round cups after stamping are drawn by a drawing machine into the shape of the high-alumina cans commonly seen.


The elongated aluminum can is further deepened to thin the side walls of the can, and finally a tall and thin can body is formed.
In industry, the deep drawing operation is generally completed in one go by continuously passing through several molds with gradually decreasing sizes.
► Bottom concave stamping and upper edge cutting
The bottom of the cans we usually buy usually has a concave design, mainly to disperse the gas pressure of carbonated beverages to the side, so that the can is less likely to expand or burst.

The indentation processing is mainly accomplished by stamping with a dome-shaped tool.
After that, the uneven upper edge after deep drawing still needs to be cut.

04/ Cleaning and rinsing
Clean and rinse the aluminium can with it facing down. When cleaning and rinsing, it is necessary to clean not only the oil stains accumulated during stamping but also the residues on the surface of the aluminum sheets to ensure that the hygiene and safety of the aluminum cans meet the standards. The main steps of cleaning and rinsing include cleaning the oxide film on the surface of the aluminum tank with hydrofluoric acid at 60℃ and rinsing with neutral deionized water at 60℃
After cleaning, it is sent into the dryer to dry the surface moisture.

05/ Aluminum can body printing
First, apply a layer of clear varnish to prevent the aluminium from being rapidly oxidized in the air. Then, printing is carried out on the surface of the aluminum can, usually using the curved surface printing method (also known as dry offset printing). After printing, apply another layer of clear varnish to protect the printed surface.

Next, the aluminium can is quickly passed through the oven to solidify the ink and dry the varnish.

Finally, spray a compound paint on the inner wall of the aluminum can to form a protective Epoxy , preventing the aluminum from being corroded by carbonated beverages and ensuring that the beverages do not have a metallic flavor.

06/ The mouth of the aluminum can is necked
The necking of the aluminum can mouth is also accomplished through a die. Usually, a necking machine is used to necking aluminum cans to generate a “neck” with a diameter of 5 centimeters. This process may seem rapid, but in fact, it involves 11 steps. Each time the force is applied, only a little is contracted to gradually and gently form the neck.


In order to ensure a tight connection between the top of the aluminum can and the pull ring cover in the future, the edge of the top must be raised to a slightly flat level.
07/ Quality Inspection
Through the strict coordination of cameras and high-speed airflow, the substandard cans are removed one by one to ensure the high quality of the cans.
08/ Aluminum can lid forming
Roll material cleaning: Select rolls made of alloys such as 5182 and clean them first to remove surface oil and impurities.
Lid punching and edge rolling: Use a press to punch the coil into the shape of an aluminum can lid and then carry out edge rolling treatment to make the edge of the aluminum can lid smooth, which is convenient for sealing and opening.
Painting: Apply a layer of paint on the surface of the aluminum can lid to enhance its corrosion resistance and aesthetic appeal. After painting, dry it.
Pull ring combination: The aluminum pull ring made of 5052 alloy is combined with the aluminum can lid. Through processing, rivets are formed. The outer pull ring is then riveted tightly and marked to form a complete can lid.
09/ Canned beverages
The aluminum can factory is only responsible for making uncovered cans. The remaining “beverage filling” and “can sealing” processes must be completed by the beverage company. Before filling, the aluminum cans need to be rinsed and dried before beverages and bubbles can be filled in…
10. The aluminum can body is sealed
The level of automation in beverage filling plants is very high. Usually, only one person is needed to place the bottle caps on the conveying pipes, and the machine will automatically place each bottle cap on the bottle body one by one.

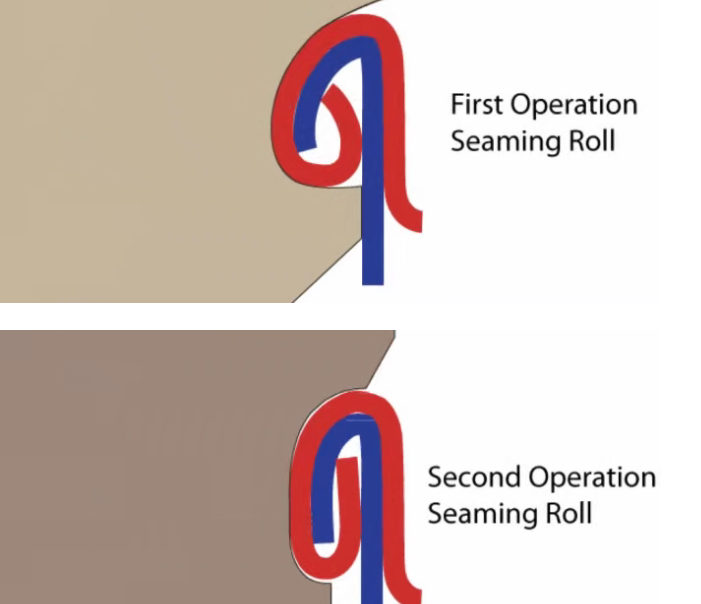
A dedicated sealing machine is used for rolling sealing, causing the can body and the can lid to curl up together and then be pressed tightly to form a closely overlapping rolled edge (the rolled edge formed in this way is also called a “double rolled edge”), preventing air from entering and exiting.
After so many steps, the making of the aluminum can is completed. Isn’t it amazing that such a small can has so much knowledge?
Post time: Apr-25-2025





